
As digital and other emerging technologies become incorporated into a range of manufacturing processes, more flexible, efficient, and intelligent manufacturing workflows are being created. We’ll take a look at ways that artificial intelligence (AI), machine vision, and sensors are bringing gains in flexibility and efficiency to the movement of parts in facilities and how exoskeletons are increasing worker endurance in repetitive physical tasks.
AGV plus AI equals AMR!
Let’s break that down: Advancements in artificial intelligence (AI), sensors, and big data processing are now enabling automated guided vehicles (AGV) to be replaced by autonomous mobile robots (AMR) in some manufacturing and logistics operations due to their greater functionality, flexibility, and scalability.
AGV vs AMR: What’s the difference?
AGVs have been used for several decades in industry and logistics for material handling, delivering parts to production lines, and moving pallets and raw materials. They follow fixed, predetermined tracks set by wires, beacons, magnets, or barcodes and are unable to change their route or navigate around obstacles.
AMRs are equipped with sensors integrated with machine vision and AI that enable them to see and understand their environment in real time and move through the environment in the most efficient manner while also avoiding obstacles.
Most robot players are getting involved, and market leader FANUC integrates its existing robot and cobot fleet (industrial mobile robots or IMRs) with all the major mobile robot platforms. “We integrate our robots and cobots with both AGVs and AMRs, and our customers span the spectrum from logistics to machine-tending applications,” said Eric Lattas, staff engineer and development integrator, FANUC America. “From our perspective, adding a robotic arm to a mobile base changes where it is but not what it does.”
Benefits of AMRs
AMRs have several key benefits over AGVs, which include:
Speed of deployment:
AMRs require no tracking or other infrastructure investment for deployment and can be purchased and running in days or weeks.
Redeployable:
AMRs can be rapidly redeployed from one plant to another or to a different zone within the same plant.
Scalability and low upfront investment:
AMRs can be purchased individually for specific tasks and scaled as needed, equating to low financial risk. AGV deployment, on the other hand, requires a higher investment in capital equipment as well as time and resources to plan and architect the facility floor layout before deployment.
“The best way to look at AMRs is not from the robotic arm down but from the mobile base up because it is the mobility that is unique,” said Lattas.
Adding to flexibility and lower risk, some AMRs are becoming available through a RaaS (robots as a service) model, which should help to further advance the adoption of AMRs.
Given their ease of programming and deployment, flexibility, range of payloads, and range of accessories, we are confident in saying we have not heard the last of this exciting technology.
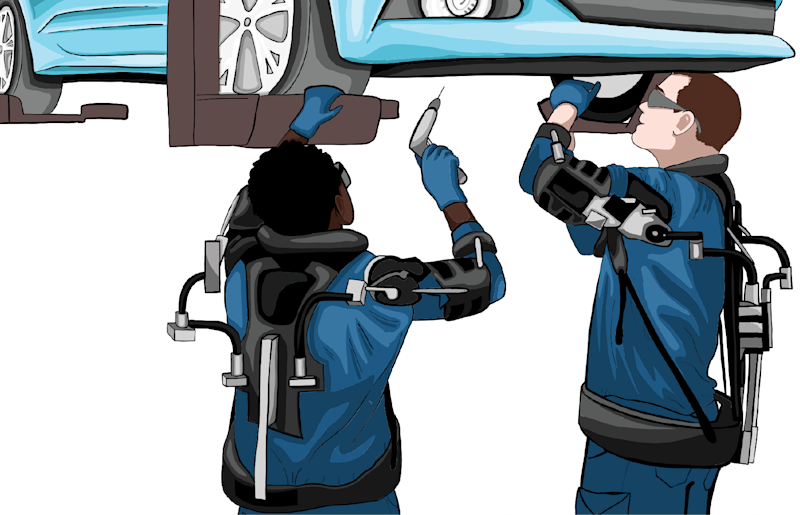
Exoskeletons on the move
Another emerging application in manufacturing – especially in the automotive sector – is the use of exoskeletons to assist users in lifting, moving, working on, and holding heavy objects. They reduce muscle fatigue and worker injury and increase endurance and, ultimately, productivity.
Weighing on average 5-10 pounds and costing between $1,500 and $7,000, exoskeletons are typically designed either for the upper limbs for assisting shoulder flexion-extension movement or to provide lumbar support for assisting manual lifting tasks. BMW, GE, Caterpillar, Boeing, Delta Air Lines, Ford, Audi, Harley Davidson, Hyundai, Volkswagen, Nissan, and Toyota are among the companies piloting or using them today.
Although exoskeletons can be either powered or passive, almost all use cases today are passive, operating through springs and damper mechanisms. “We’ve been using passive shoulder exoskeletons in U.S. plants since 2019 and continue to pilot different models as well,” said Marisol Barrero, safety innovations manager, Toyota Motor Engineering & Manufacturing North America (TEMA). “They benefit our workers on production lines who are doing repetitive work such as raising and lowering their arms as they work on the chassis of vehicles. Although we follow the hierarchy of safety controls to reduce risk to our workers, we occasionally run out of good engineering options, which is when exoskeletons come in. We think of them as safety PPE that protects workers from fatigue in the shoulders, arms, and wrists.”
Use of powered exoskeletons is rare because the requirement for power – the battery – adds additional weight, heat, and complexity, making them significantly less comfortable.
More than just for work
“The feedback that I’ve received from team members across several plants is that these devices have really benefitted them, and not only at work, but after work, they felt less fatigue and were able to do things that would previously have been more physically taxing, whether it’s coaching a softball league or cooking dinner,” said Barrero.
Toyota continues to conduct a variety of pilots of different types of equipment. Current and upcoming pilots include using back exoskeletons at several parts distribution centers and a (second) trial of a hand exoskeleton that assists in the gripping of power tools. In addition to exoskeletons, Toyota has also trialed wearable sensors that analyze how someone’s body is moving around in space and can recognize when someone is engaging in at-risk postures, buzzing the person when this happens, and providing a stream of data that can be used for risk-injury analysis.
Currently, Ekso Bionics and Levitate Technologies are two of the leading U.S. manufacturers of exoskeletons in the United States. Ottobock, a German company, is another global leader.




